








 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Tipo di pagamento:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP
Quantità di ordine minimo:1000 Set/Sets
Trasporti:Ocean,Land,Air,Express
Porta:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
Modello: CT-10229
marchio: Ceeto
Luogo D'origine: Cina
Metodo Di Formazione: Stampo di iniezione di plastica
Materiale Del Prodotto: Plastica
Prodotto: Prodotto domestico
Aplikasi: Car
Material: Aluminium
Demoulding: Automatico
Trattamento della superficie: Heat Treatment
Using Hardness: >HRC45
Average Wall Thickness: >3mm
Mould Life: 500,000-1,000,000 shots
Sertifikasi: CE
Personalizzato: Personalizzato
Condizione: Nuovo
Pacchetto: Scatola di legno
produttività: 500000shots/mold life
Trasporti: Ocean,Land,Air,Express
Luogo di origine: Cina
Supportare: 5000sets/month
Certificati : ISO
Codice SA: 8480411000
Porta: Ningbo,Shanghai,Shenzhen
Tipo di pagamento: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP




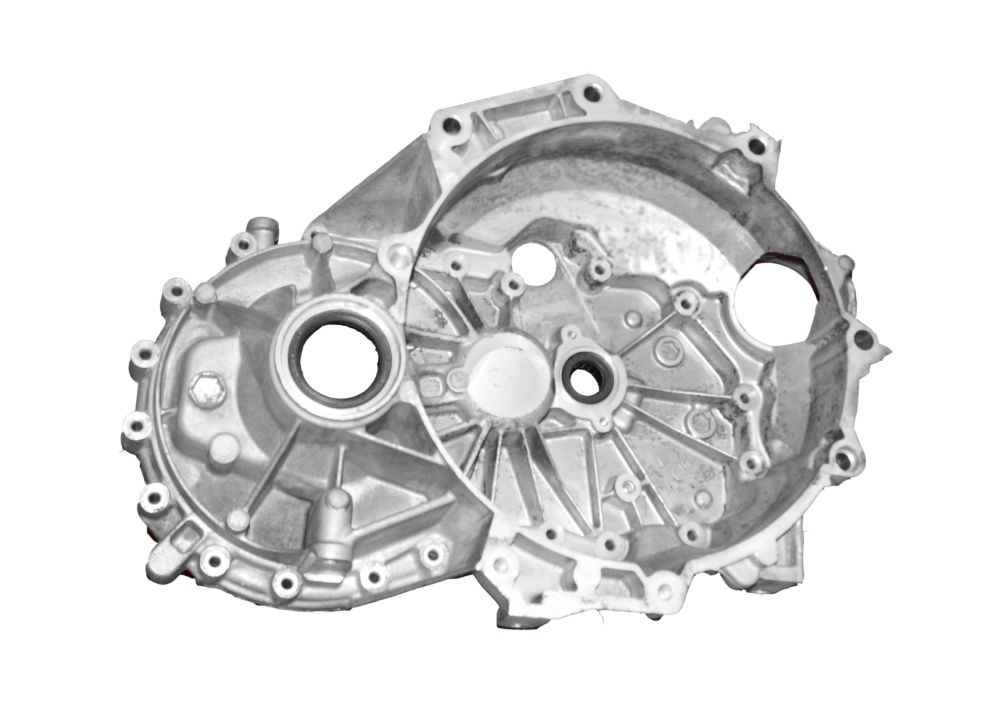
Componenti per auto in alluminio stampi per fusione di stampo che forniamo sono prodotti per la fusione del cambio di cambio automobilistico, prodotto per fusione della frizione in silicone, prodotto per supporto per supporto per auto e prodotto per fusione del blocco auto, l'elaborazione tecnica è una sorta di metodo di lancio di stampi liquidi, a Processo completato in Special Die Casting Die to Forge Machine. Il suo processo tecnologico di base è: il metallo liquido viene prima riempito nella cavità dello stampo a bassa velocità o ad alta velocità e lo stampo ha una superficie di cavità mobile. Con il processo di raffreddamento del liquido metallico, è forgiato sotto pressione, che elimina i difetti di restringimento e porosità del bianco. Fa inoltre la struttura interna del vuoto raggiungere il grano rotto nello stato di forgiatura. Le proprietà meccaniche complete del vuoto sono state notevolmente migliorate.

Informazioni di base di base per stampo per casting automobilistico:
Il nostro vantaggio:
Il controllo della temperatura della superficie dello stampo di fustella è molto importante per la produzione di fuste di stampo di alta qualità. La temperatura di cestino irregolare o inappropriata porterà anche all'instabilità della dimensione della fusione, durante il processo di produzione fuori dalla deformazione del fusione, con conseguente pressione termica, matrice, depressione superficiale, restringimento interno e difetti a bolle calde. Quando la temperatura dello stampo varia notevolmente, le variabili nel ciclo di produzione, come il tempo di riempimento, il tempo di raffreddamento e il tempo di spruzzatura, sono influenzate a diversi gradi.
Stripe fredda: il motivo è che la temperatura nella parte anteriore della zuppa di fusione è troppo bassa e ci sono tracce durante lo impilamento
Soluzione:




Ti diamo sinceramente darti a visitare la nostra fabbrica, se hai domande sugli stampi a casting, ti preghiamo di contattarci direttamente. Siamo stati fatti molti stampi da ghisa ed esportazione in molti paesi sperano di poter essere uno dei tuoi partner di ingegneria, non vediamo l'ora di sentirti. Grazie.









