






Ms. Jenny Wang
Cosa posso fare per te?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Tipo di pagamento:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Quantità di ordine minimo:1 Set/Sets
Trasporti:Ocean,Air,Land,Express
Porta:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
Modello: CT-11006
marchio: Ceeto
Luogo D'origine: Cina
Metodo Di Formazione: Stampo di iniezione di plastica
Materiale Del Prodotto: Plastica
Prodotto: Prodotto domestico
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: HDPE
Process Combination Type: Single-Process Mode
Application: Commodity
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: DME
Customized: Customized
Pacchetto: Scatola di legno
produttività: 500000shots/mold life
Trasporti: Ocean,Air,Land,Express
Luogo di origine: Cina
Supportare: 10sets/month
Certificati : ISO
Codice SA: 8480790090
Porta: Ningbo,Shanghai,Shenzhen
Tipo di pagamento: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES




Punti tecnici della muffa per casse. La corretta risoluzione dei problemi dovrebbe adottare un approccio sistematico alla risoluzione dei problemi. Ci sono due tipi di guasti: problemi che coinvolgono il controllo di qualità e i problemi riscontrati quando si avvia la produzione. Se in passato un lavoro è stato prodotto con successo, ma ora il prodotto non è all'altezza, allora c'è un problema che coinvolge il controllo di qualità. Questi problemi sono il risultato di cambiamenti in alcuni fattori nel processo. Per risolvere questi problemi, è necessario determinare cosa è cambiato e restituire il processo in uno stato appropriato. I problemi all'inizio della produzione si verificano durante la messa in servizio di un nuovo stampo o macchina.
La maggior parte dei problemi di controllo di qualità sono causati da condizioni di processo, materiali o manutenzione di macchine e stampi. Se il problema si verifica dopo la modifica del materiale, provare un altro lotto. È consigliabile mantenere un campione del precedente lotto di materiali.

Se l'impostazione del dado si basa su pezzi di lavoro precedentemente riusciti, controllare le condizioni di impostazione originali. Se lo stampo viene spostato su un'altra macchina per l'uso, potrebbero essere necessarie piccole regolazioni per la nuova macchina. Se il dado viene modificato durante i tempi di inattività, Potrebbe essere richiesta una regolazione del processo.
Per risolvere i problemi riscontrati all'inizio della produzione, è necessario determinare la gamma di materiali per garantire che una serie di condizioni possa produrre un pezzo qualificato.
Le condizioni del processo vengono prima impostate nel punto medio dell'intervallo di elaborazione del materiale, quindi il processo viene regolato per risolvere eventuali problemi osservati. Se non è possibile produrre un artefatto di successo, determinare quali combinazioni di variabili devono essere modificate per risolvere Il problema. Queste modifiche possono includere selezione del materiale, selezione della macchina e/o riprogettazione dello stampo.

Problemi tecnici quando iniziano a produrre la produzione per la muffa per casse
Saldatura mancata corrispondenza
Sfogare ng
Lo sfiato si trova nel sito di riempimento finale e nella parte anteriore della giunzione fusione
Aumenta la dimensione dello sfiato.
La temperatura di fusione è troppo bassa
Sollevare la temperatura di fusione e/o stampo.
Aumentare la velocità di iniezione.
Mancanza di plastica e segni di combustione
Aria intrappolata e scarso scarico.
Migliora le prese d'aria e/o trasferirle in aree bruciate.
Mancanza di plastica ma non bruciare
Il materiale non è sufficiente
Aumentare il volume di iniezione, se possibile, se non, trasferisci su una macchina più grande.
Blocco di ingresso del gate
Ridurre la velocità e la contropressione.
Abbassare la temperatura sul retro della canna.
La pressione di iniezione non è sufficiente
Aumentare la pressione di iniezione
La viscosità materiale è troppo alta.
Aumentare la velocità di iniezione.
Aumentare la temperatura di elaborazione.
Utilizzare compositi a bassa viscosità.
Ingrandire il cancello e le dimensioni del corridore.
Trufo per la cassa
A pressione di iniezione elevata
Riduce la pressione e il tempo di iniezione.
Il materiale è troppo
Ridurre il volume di iniezione.
La viscosità del materiale è troppo bassa
Ridurre la velocità di iniezione.
Ridurre la temperatura di elaborazione.
Muffa sciolta
Elaborare o macinare le superfici di separazione.
Non abbastanza forza di serraggio
Utilizzare compositi ad alta viscosità.
Aumenta la tonnellaggio di serraggio.
Ridurre lo spessore dello sfiato.
Trasferire su una macchina più grande.
Poro o crollo
I pori appaiono nel pezzo. Il crollo viene staccato dal muro dello stampo
Pressione di riempimento insufficiente durante la solidificazione.
Aumenta la pressione di riempimento ed estendi il tempo.
Aumenta la dimensione del cancello.
Trasferisci il cancello nella parte più spessa.
Aumenta la dimensione del corridore.
Il restringimento del materiale e i materiali di fusione sono scarsi
Ridurre lo spessore della parete
Bolle d'aria
La superficie del pezzo si gonfia sulle bolle.

Trappola d'aria
Modificare la posizione del gate o modificare il percorso di flusso.
Un perno è disposto da parte per eliminare il fenomeno dell'aria intrappolata.
La traccia di flusso e il riempimento inverso
Riempi da sottili a spessi.
Trasferisci la posizione del cancello in una parte più spessa.
La traccia di flusso
ombra
La superficie è irregolare.
Increspature radiali.
La traccia di flusso
piega
Questa zona non è uniformemente riempita.
Cambia la posizione del gate per equalizzare il fusione o ridurre il diametro del corridore.
Pattern di flusso a spirale
Alta viscosità di fusione.
Aumentare la temperatura di elaborazione.
Aumentare la velocità di iniezione.
Ridurre le dimensioni del cancello.
Cambia tipo di gate.
Cambia la posizione del gate per produrre impatto.
Ordito.
Contrazione anisotropica.
Il cambiamento della posizione del gate provoca il flusso di fusione in una sola direzione.
Elevato stress di stampaggio residuo
Aumentare la temperatura di elaborazione.
Ridurre la pressione di imballaggio.
Aumentare la temperatura dello stampo.
Difetti di superficie
Luoghi di lucentezza irregolari
I compositi ad alto peso molecolare vengono elaborati in stampi altamente lucidati.
Utilizzare invece il materiale composito a peso molecolare inferiore.
La cavità dello stampo viene modificata in una superficie strutturata (lavorazione elettronica di scarico, sabbiatura, ecc.).
Difetti di superficie
Segni d'argento o radiale
Il materiale è contaminato.
Verificare la presenza di umidità (condensa) o materiale secco.
Controllare i materiali riciclati per contaminanti o umidità. Se necessario.
Ridurre la velocità di iniezione.
Coefficiente di taglio elevato.
Aumentare la temperatura di elaborazione.
Aumenta la dimensione del cancello.
Marchio di spogliarellista
Troppo morbido durante il demoulding.
Estendere il tempo di chiusura del dado.
Ridurre la temperatura dello stampo.
Ridurre la temperatura di elaborazione.
Passa a una superficie di stampo strutturata per un dimoulding più facile.
Aumenta le dimensioni dell'asta di stripper.
Aumenta l'inclinazione del disegno del pezzo.
Ridurre lo spessore del muro.
Utilizzare materiali compositi contenenti agenti di rilascio dello stampo.
Usa compositi più difficili.
Odore di bruciore
Ingiallinare il pezzo
Degrado del materiale.
Sostituire la macchina e vedere se il problema si verifica di nuovo.
Ridurre la temperatura di elaborazione (specialmente nella parte posteriore della canna).
Ridurre il rapporto di miscelazione dei materiali riciclati.
Accordi il tuo soggiorno.
Sostituire la macchina dopo il parcheggio.
Passare a una macchina più piccola.
Ridurre la temperatura del sistema di corridori hot.
Ridurre al minimo l'angolo morto molteplici del corridore.
Il pezzo è bloccato sul lato del mezzo dado o fisso
Mancanza di forza di rilascio.
Sandblast mezzo muore.
La metà lucidata B muore.
Usa un dispositivo di raffreddamento a mezza die.
Imposta il perno di bloccaggio sulla metà B.
Aumenta l'angolo di disegno del pezzo a metà die.
Durante Demoulding, il pezzo è incollato
Mancanza di forza di rilascio.
Estendere il tempo di chiusura del dado.
Ridurre la temperatura dello stampo.
Ridurre la temperatura di elaborazione.
Ridurre il riempimento e la tenuta della pressione.
Sandblasting b semi - muori.
Aumenta le dimensioni dell'asta di stripper.
Aumenta il numero di barre di spogliarellista.
Aumenta l'inclinazione del disegno del pezzo.
Imposta lo stripping d'aria.
Colore irregolare
Scarso processo di dispersione.
Aumenta la back pressione e/o la velocità della vite.
Cambia il vettore di Color MasterBatch sul materiale con un punto di fusione inferiore.
Inquinamento.
Controlla se i materiali riciclati sono puliti.
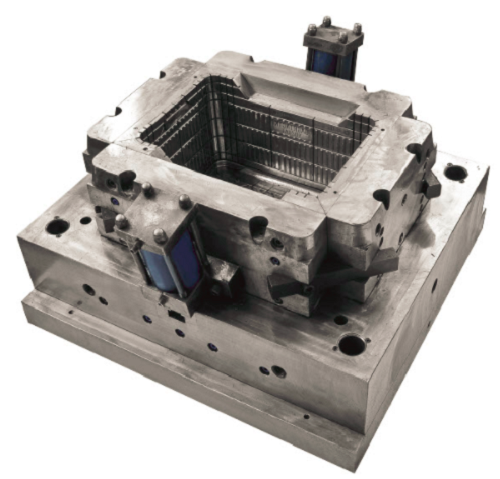
Abbiamo fatto la cavità 1, 2 e 4 cavità in cassa e 4 cavità impilando anche la muffa. Stampo per cassa, modanatura in cassa in plastica, stampi in cassa in plastica, modanature in cassa, produttore di stampi per casse cinesi.


Descrizione dettagliata di stampo pallet in plastica
Nostro servizio
Controllo di qualità
Le pinze e le apparecchiature di misurazione CMM devono essere utilizzate per verificare le dimensioni critiche degli stampi per iniezione di plastica, alcuni punti importanti devono essere controllati 3 o 4 volte e trovare rapporti di dimensione, per tutti i punti "ng", li controlleremo e sappiamo come migliorare gli stampi.


Ci aspettiamo di avere la tua richiesta se stampi per pallet in plastica o prodotti per pallet in plastica, ti sottometteremo un prezzo ragionevole con stampi e prodotti di alta qualità. Benvenuti a visitarci nel tuo momento conveniente, non vediamo l'ora di sentirti, grazie mille.









